La zincatura è il processo con cui viene applicato un rivestimento di zinco su un manufatto metallico generalmente di acciaio per proteggerlo dalla corrosione galvanica: esso infatti limita la formazione di micro-celle elettrolitiche ad azione anodica nei bordi di grano. A seconda delle richieste, viene poi passivata per darle la colorazione richiesta.
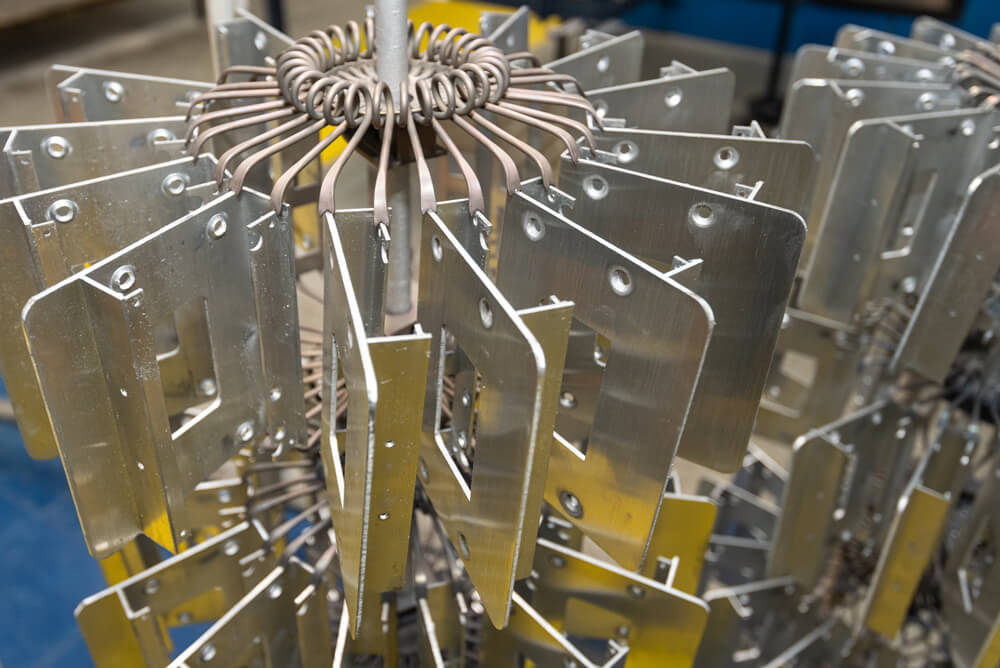
Zincatura a telaio processo alcalino: particolarmente adatto per pezzi meccanici, dove è richiesta elevata uniformità del deposito, elevata penetrazione e massima protezione dalla corrosione.
Zincatura a telaio processo acido: per tutti i particolari dove è prevalente l’aspetto estetico, rispetto a uniformità di deposito e tenuta a corrosione e per il trattamento di materiali difficili quali AVP e ghise.
Zincatura Rotobarile: in barili di piccole dimensioni, in grado di effettuare lotti medio piccoli e pezzi delicati. Processo adatto per tutte le leghe ferrose.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}